

以下是:天水市清水县经验丰富的直缝焊管销售厂家的产品参数【恒鑫达】业务覆盖多领域场景,主营秦州方矩管、直缝焊管制造生产销售、麦积方矩管、直缝焊管批发商等产品服务。在天水市清水县本地采买经验丰富的直缝焊管销售厂家到恒鑫达钢管(天水市清水县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:周金福-【17768165506】。 甘肃省,天水市,清水县 清水县,甘肃省天水市辖县,位于甘肃省东南部,天水市东北部,陇山西南麓渭河北岸支流牛头河流域;东界陕西省陇县、宝鸡,南连麦积区,西接秦安县,北与张家川回族自治县毗邻;地处陇山山地向陇西黄土高原过渡地带,属温带大陆性季风气候;辖15个镇、3个乡,总面积2012平方公里。2020年末,总人口33.2万人,其中,农业人口30.4万人。
想知道经验丰富的直缝焊管销售厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!以下是:天水清水经验丰富的直缝焊管销售厂家的图文介绍
恒鑫达钢管有限公司
天水清水恒鑫达钢管有限公司注重天水清水--方矩管,直缝焊管质量,有专业的售后服务团队,长期跟踪服务。我们的企业精神:诚信为本,创新为魂。期待与各界朋友携手共创公司美好的未来。
螺旋管内防腐层的施工质量:水泥砂浆内防腐层的质量,应契合这些规则。裂缝宽度不得大于0.8 mm,沿管道纵向长度不该大于管道的周长,且不该大于2.0 m。防腐层厚度的答应偏差及麻点、空窝等外表缺点的深度应契合规则,缺点面积每处不该大于5 cm2。平整度请求以300 mm长的直尺,沿管道纵轴方向贴靠管壁,量测防腐层外表和直尺间的间隙应小于2 mm。空鼓面积每1 m2不得超越2处,每处不得大于100 cm2。
金属管道的连接传统的施工方法为焊接、法兰连接或螺纹连接。用沟槽式卡箍接头及配套的沟槽管件连接金属管道是一种全新的工艺方法,是金属管道连接的革命。与传统的施工方法相比。沟槽式卡箍接头连接系统具有如下显著优点:快捷,采用沟槽卡箍接头和相应的管件安装管路,施工中不需要焊,不需要二次镀锌、二次安装。提高了安装速度。简易,卡箍接头重量轻、螺栓数量少、安装方便,不需要特殊技术。可靠,科学合理的结构设计,独特的C型橡胶密封圈、实现三重密封,保证了连接密封的可靠性。,用沟槽式卡箍接头及相应的管件安装施工,只需机械组装,无须焊接,没有明火,因此,没有焊渣 污染管路,可确保工地,对禁火环境条件下的施工,尢为适宜。经济,由于安装快捷、无须特殊技术,安装返修率低,因而综合安装工本较法兰可节省30-50%。占用空间小,沟槽式卡箍接头连接所占空间约为法兰的70%,而且由于紧固螺栓数量少且无方向性,特别适用空间狭小环境条件下的施工。配件齐全,本公司提供有沟槽式卡箍接头及齐全的各种规格管件,设计或施工中可根据需要进行任意组合,不需要的复杂管网。维护简单,可靠的产品质量,只要安装得当,管路都会一次试压合格,运行,日常无须维护,零配件数十年无须更换。适用管材广泛,沟槽式卡箍接头可以用来连接各种无缝钢管、镀锌钢管、焊接钢管、不锈钢管、铜管等金属管材。可实现管路的柔性连接,柔性沟槽式卡箍接头连接的管路呈柔性系统,能吸收管子因温度变化产生的长度位移,允许管子有一定偏移角度,还具有减震作用
热轧工艺是螺旋钢管的主要制造方法,占无缝管产量的80%热连轧管机组生产的品种和质量水平除轧机本身的技术水平外,在很大程度上受冶炼和连铸的制约,因此先进的工艺流程应该是指冶炼至管加工的完整流程。热轧螺旋钢管用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
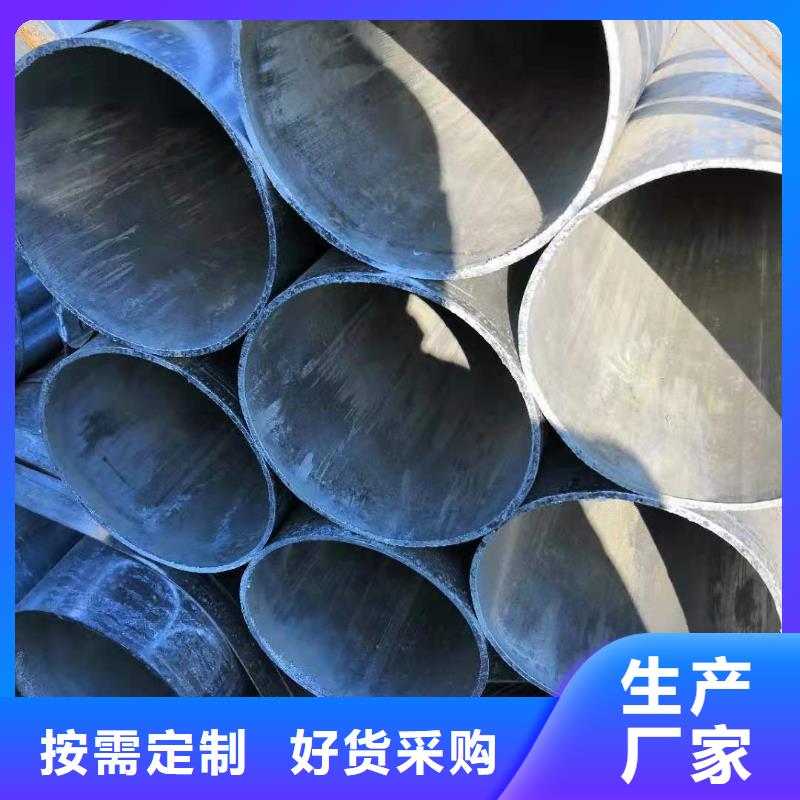
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管采用的坯料是钢板或带钢中常用焊接钢管按焊缝种类又可分为高频焊管、直缝埋弧焊管、螺旋埋弧焊管等3种。高频焊管管形好,壁厚均匀,焊接产生的内外毛刺通过相应刀具刮平,在线通过无损检测严格控制焊缝质量,自动化程度很高,生产成本低廉。但壁厚相对较薄,管径相对较小,壁厚一般不超过12mm,管径一般不超过610mm,钢结构中特别适合制作管衍架结构。直缝埋弧焊管采用双面埋弧焊焊接工艺,在静态条件下焊接,焊缝质量高,焊缝短,产生缺陷的几率很小。钢管通过全长扩径,管形好,尺寸,钢管壁厚范围和管径范围宽,管径范围可达406-1829mm,壁厚范围可达6.0-60mm,自动化程度较高,与无缝钢管相比,生产成本较低,适合建筑、桥梁、堤坝、海洋平台等钢结构承载用立柱、超大跨度建筑结构以及要求抗风抗震的电杆塔桅结构。螺旋埋弧焊管焊缝呈螺旋线分布,焊缝长,尤其是处于动态条件下焊接时,焊缝还来不及冷却就离开了成型点,极易产生焊接热裂纹。裂纹的方向和焊缝平行,和钢管轴线成一定夹角,一般在30-70°之间。这个角度刚好与剪切破坏角度相一致,因此其抗弯、抗拉、抗压和抗扭性能远不如直缝埋弧焊管,同时由于焊接位置限制,产生的马鞍形和鱼脊形焊缝影响美观。
螺旋钢管的挤压法是比较特殊的一种方法,主要用于产各种高合金、难变形的钢种。但是,在生产钢管时,这个方法可以生产比较复杂的形状,而我们平时使用的轧制方法是无法完成的,还有什么好处呢?在挤压过程中,金属处于三向受压的应力状态,金属可发挥 的塑性,还可以管坯内部的微小缺陷,甚至可浇注钢坯和连铸坯料。挤压方法还有很大的灵活性,只要更换工具,便可生产不同形状和尺寸的管材,尤其适合于螺旋钢管厂小批量的特殊材料的加工。总之,螺旋钢管使用挤压法有多方面的好处,也是钢管行业比较认可的一种方法。
螺旋钢管适用于各个行业的输送工作,它自身的各个方面是相互牵扯的,就像今天要说的型号和板宽之间的关系,它们能有哪些影响呢?根据调查,国内螺旋钢管机组一般是生产小规格219mm, 生产到3620mm,螺旋钢管的规格型号与原材料的宽度有着必然的联系,与螺旋钢管的质量密不可分。一般小口径钢管(是指从219-529)适用于带钢宽度在300-550之间。宽度大了生产粘结度不够,而且螺旋钢管外观不美观,宽度窄了,螺旋钢管成型难度大,生产出来后螺旋钢管焊缝基本没有角度,快成直角了,对于螺旋钢管口径在529-1000之间的,基本用685--1100板宽。对于螺旋钢管口径在1500以上,必须用卷板。卷板宽度是1500mm,大口径钢管生产比小口径钢管技术更为严格。要清楚的了解螺旋钢管型号和板宽的关系,才能更好的进行处理。
选购经验丰富的直缝焊管销售厂家来天水市清水县找恒鑫达钢管(天水市清水县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:周金福-【17768165506】,地址:[静海区大邱庄镇静王路500米]。










